
几十年来,流体处理系统组件,如叶轮、叶片、泵、遮盖物,已经使用劳动密集型生产,失蜡铸造过程需要12个独立的步骤。这个具有挑战性的、昂贵和耗时的过程,需要额外的步骤和工具创建可溶性或陶瓷芯形成复杂的内部端口,通道,通道和挡板。
然而现在,制造商使用创新的3 d打印技术生产单片陶瓷外壳模具集成的内部核心,到达铸造”准备倒。“这些模具是为了赶单,大部分地区,如叶轮,或可用于创建多个更小的部分有额外一些小步骤。
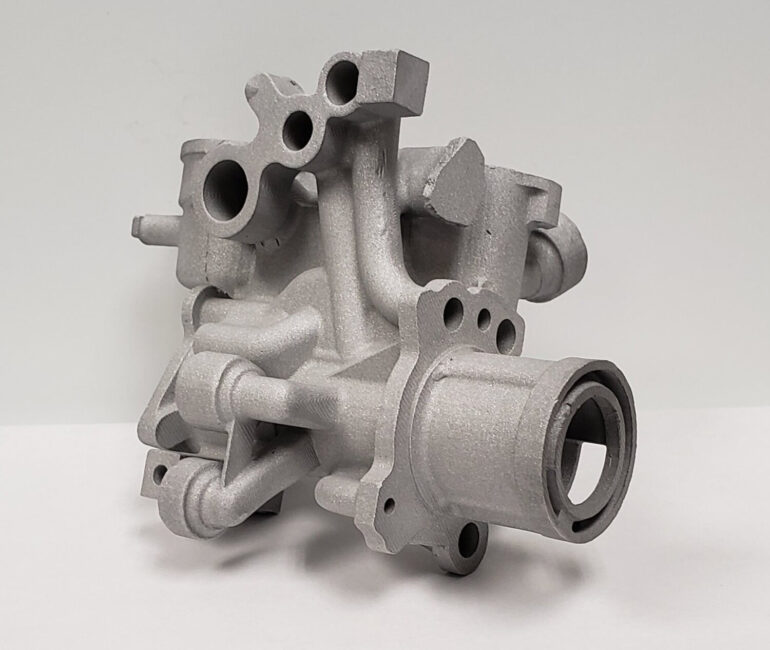
数字铸造可以创建单片印刷外壳与多个集成核直接产生一个复杂的油泵铸件没有任何工具、溶蜡芯,或蜡模式。
与传统熔模铸造相比,3 d打印技术可以降低流体处理组件生产成本的50%以上,减少交货期为新的或修改部分的十倍。越大越复杂部分,减少成本和交货时间。
“接收外部的优势壳连同一个集成的核心,单片,准备将莳萝模具是显著的。新的3 d打印技术,我们可以创建一些非常复杂的内部几何图形,我们可能无法创建与传统的过程。一些几何形状过于复杂与传统的死亡或任何其他方法,”马克·里克尔梅说Signicast OptiMIM。
Signicast是一个世界级的商业投资铸件供应商位于哈特福德,威斯康辛州。与设施在北美和欧洲,Signicast服务等行业流体技术、国防、航空航天、医疗、枪支、电动工具、矿山和油田。OptiMIM金属注射成型生产的复杂精密组件。
复杂的内部几何图形的核心问题
熔模铸造所面临的挑战不是在创造外部壳而是在内部核心,这可能非常复杂。
“流体处理,经常有内部蛀牙,至关重要的功能产品,“里克尔梅说。
在传统的熔模铸造中,部分需要复杂的内部腔配置通常是创建可溶蜡或陶瓷核心。
大多数应用程序使用溶蜡芯。创建核心,溶蜡注入金属模具形成内部通道的几何形状。内核被逐出霉菌和冷却。可溶芯然后精确地放置在一个位置空腔内的金属模具为整个组件。可溶性核心的位置在这个模具是由支持点纳入模具在设计过程中。模具随后关闭,模式蜡注入可溶性核心周围的空腔。一旦模式蜡冷却,部分是逐出的模具和插入到浴温和盐酸溶解可溶性的核心。
当通道尤其复杂,成品陶瓷芯可以使用。如可溶性核心,陶瓷芯必须认真定位在外壳的模具。然而,他们并没有删除,直到金属铸造。
虽然溶蜡芯可能是有效的,他们增加处理成本,导致显著的废料。沉浸在盐酸也增加交货时间和成本。即使当使用陶瓷芯,高收益并不能保证因为核心是臭名昭著的下滑或将蜡融化时的位置。
准备将莳萝陶瓷模具
尽管Signicast仍然使用核典型铸件,公司现在接收准备将莳萝陶瓷外壳模具从亚特兰大DDM系统复杂的流体处理应用程序。Signicast然后倾泻炮弹利用传统的熔模铸造方法。
DDM的数字铸造技术生产精密铸件复杂的工程投资组件没有任何前期投资在坚硬的工具,没有任何模式,使用3 d印刷陶瓷外壳模具和集成内部核心。
第一步是CAD模型的铸造设计,3 d印刷陶瓷外壳模具集成核心使用这一过程被称为灯(大面积无掩模的光聚合)。技术涉及陶瓷与紫外线树脂固化生成壳模具一层一层地。在灯,3 d打印机头”项目图片紫外线到树脂上,使其固化的模式对应于片壳。
由此产生的陶瓷结构可以实现高水平的细节预计投资铸造级核心和模具。一旦印刷陶瓷外壳,他们必须经过热处理步骤使用的射击技术陶瓷。DDM拥有商业秘密相关陶瓷配方和射击。

DDM的灯3 d打印机生产陶瓷外壳模具与集成的内部核心,使数字铸造技术生产精密铸件复杂的工程投资零部件没有前期的硬工具和投资没有模式。
根据Suman Das,创始人兼首席执行官DDM系统,灯显著降低成本通过消除前七12熔模铸造的步骤通常需要产生一个传统的熔模铸造外壳。这七个步骤占所有的90%的废物和大约三分之一或更多的生产投资铸造的生产总成本,根据部分的复杂性。这并不考虑消除额外的流程步骤和工具需求创建可溶性或陶瓷芯,它只增加了惊人的成本和交货期。
使用他们的方法,DDM可以工程师、打印,提供单片壳与集成的核心在10天。印刷陶瓷壳是兼容所有air-melt铸造过程产生流体处理部分在钢铁、铝和镍合金。
“因为数字铸造过程可以用集成的核心生产印刷和发射炮弹在两个步骤没有任何工具,准备将莳萝整体铸件交货时间可以五分之一或更少的时间采取传统的方法,”达斯说。DDM拥有超过25项专利覆盖在六个国家的设备和方法。
集成、单片陶瓷外壳可以用来把一个大项目,如10。叶轮直径,或多个更小的部分使用稍微修改,混合熔模铸造方法。为多个部分,准备将莳萝印刷和发射炮弹是附加到浇口和涂蜡浆提供一个额外的陶瓷层,层蜡浇道和贝壳。干燥时,它创建了一个连续的陶瓷体适用于熔模铸造。
这个过程已经帮助行业简化复杂的流体处理系统组件的熔模铸造。在一个例子中,Signicast需要投一个极其复杂的液压油泵组件的应用程序。铝铸件出现多个曲线内部通道。如果通过传统方法,铸造需要12套独特的工具产生的可溶蜡芯内部通道和一组模式蜡工具外部几何。DDM交付单片印刷外壳直接与集成核心Signicast用来生产铸件没有工具,溶蜡芯,或蜡模式。
另一个例子涉及捏造一个封闭的100毫米直径叶轮流体处理应用程序中使用。铸造,DDM设计、印刷和发射单片与集成陶瓷芯壳内部叶片和他们Signicast交付。铸件浇在不锈钢316 l。化学、冶金质量、力学性能和铸件表面光洁度符合典型的生产投资。

DDM的集成,单片陶瓷外壳可用于铸造叶轮等流体处理组件。
使用这种方法,Signicast还可以有效简化快速原型的熔模铸造当传统方法不理想。DDM的数字铸造可以快速响应设计更改或一部分开始铸造新的零件在10天。在传统的熔模铸造铸造,第一部件交货时间需要25到80周最成熟,高性能铸件。通过消除大部分的成本和交货时间,制造商可以把一系列设计变量进行资格和“彩虹轮”测试优化各个部分的设计。
虽然传统失蜡铸造过程已经使用了几十年,铸造厂,利用集成,单片,准备将莳萝外壳模具将在会议上有一个竞争优势日益复杂的需求部分以最小的成本和交货时间。铸造厂将受益于简化过程将解决复杂的流体处理组件所需的功能,整体建设水平和产量而消除的高成本的前期投资工具。
DDM系统
ddmsys.com
了下:新闻,泵与电机,相关技术